
Сварочная дуга — что это
- 1. Как это работает
- 2. Физика возникновения работы сварочной дуги
- 3. Этапы возникновения:
- 4. Строение
- 5. Видимость дуги
- 6. Особенности работы, стабилизации сварочной дуги
- 7. Условия стабилизации
- 8. Поддержание температуры
- 9. Создание ионизирующей среды
- 10. Методы поджига
- 11. Контактный поджиг (Lift)
- 12. Варианты контактного поджига
- 13. Бесконтактный поджиг (HF)
- 14. Характеристики электрической сварочной дуги
- 15. Виды
- 16. Методы поджига
Сварочная дуга представляет собой стабильный электрический разряд, который возникает между электродом и обрабатываемым металлом. В процессе её горения выделяется значительное количество тепловой и световой энергии, благодаря чему металл расплавляется и формируется прочное соединение. Температура может достигать нескольких тысяч градусов, что позволяет работать даже с тугоплавкими материалами.
Используется в различных видах сварки: ручной, полуавтоматической, автоматической. Её основная задача — создать локальный источник тепла, достаточный для расплавления кромок деталей, формирования сварного шва. При этом важна стабильность: от неё зависит качество соединения.
Физически процесс связан с ионизацией газа в зоне между электродом и металлом. Образуется проводящая среда, по которой проходит электрический ток. Это и есть основа существования сварочной дуги.
Основные особенности:
• высокая температура, концентрация тепла в одной точке;
• устойчивое горение при правильных параметрах тока;
• образование защитной газовой среды (в зависимости от типа сварки);
• возможность регулирования длины, мощности.
Сварочная дуга является основным элементом процесса сварки, обеспечивающий нагрев, плавление, соединение металлов.

Как это работает
Возникает при подаче напряжения между электродом, металлом. В момент их сближения появляется электрический разряд, который, запускает процесс сварки.
Основные этапы работы:
1. Подача напряжения. Между электродом, деталью создаётся электрическое поле, готовое к пробою.
2. Кратковременное касание. Электрод касается поверхности металла, замыкая цепь, вызывая начальный нагрев.
3. Отрыв. При небольшом отдалении возникает дуга — ток продолжает идти через ионизированный газ.
4. Поддержание. Постоянный ток или переменный ток удерживает разряд, обеспечивая стабильное горение.
5. Плавление металла. Тепло расплавляет кромки, (если он плавящийся), формируя сварочную ванну.
В процессе работы важно контролировать длину, силу тока. Это влияет на глубину проплавления, качество шва.
Физика возникновения работы сварочной дуги
Это не просто искра, а сложный физический процесс. Она возникает благодаря ионизации газа, превращая его в проводящую среду.
Ключевые процессы:
1. Ионизация газа. Под действием напряжения молекулы газа распадаются на ионы и электроны, способные проводить ток.
2. Движение заряженных частиц. Электроны движутся от катода к аноду, создавая электрический ток.
3. Выделение тепла. При столкновении частиц выделяется большое количество энергии, нагревающей металл.
4. Образование плазмы. Газ превращается в плазму — высокотемпературную среду с высокой проводимостью.
5. Световое излучение. Излучает яркий свет из-за высокой температуры, активности частиц.
Эти процессы происходят одновременно, обеспечивают стабильное горение. Именно благодаря этому возможна эффективная сварка металлов.
Этапы возникновения:
Возникновение — это последовательный процесс, который происходит за доли секунды. Несмотря на быстроту, он включает несколько важных этапов.
Основные этапы:
1. Подготовка цепи. Источник питания подаёт напряжение на деталь.
2. Контакт. Происходит короткое замыкание, локальный нагрев поверхности.
3. Отрыв. При размыкании контакта возникает электрическая дуга.
4. Ионизация промежутка. Газ между электродом, металлом становится проводящим.
5. Стабилизация. Разряд становится устойчивым, поддерживается источником питания.
Каждый этап важен для правильного запуска сварки. Ошибки на начальной стадии могут привести к нестабильной дуге, дефектам шва.
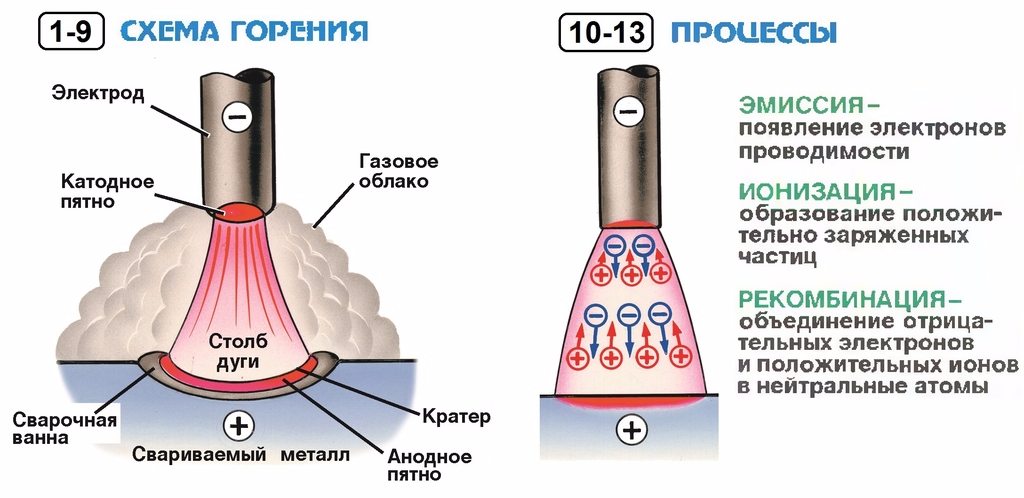
Строение
Имеет сложную структуру, которая влияет на стабильность процесса, качество шва. Она состоит из нескольких зон с разными физическими характеристиками. Понимание строения помогает лучше контролировать сварку, выбирать режимы работы.
Зона |
Описание |
Особенности |
Катодная область |
Участок у электрода, где происходит выход электронов |
Низкое напряжение, высокая плотность тока |
Столб |
Основная часть дуги между электродом и металлом |
Высокая температура, активное плавление |
Анодная область |
Зона на поверхности металла, куда направляются электроны |
Выделение тепла, формирование сварочной ванны |
От взаимодействия зависит стабильность горения , качество соединения.
Видимость дуги
Визуально воспринимается как яркое свечение, которое возникает. Это связано с высокой температурой, интенсивным излучением энергии. Цвет может меняться в зависимости от типа электрода, состава газа. Яркость сильная, без защиты глаз наблюдать процесс опасно. Именно поэтому используются специальные маски, фильтры. Видимость также помогает сварщику контролировать процесс — по форме, поведению можно определить стабильность работы. В итоге визуальные характеристики служат не только эффектом, но и важным инструментом контроля.
Особенности работы, стабилизации сварочной дуги
Для качественной сварки важно, чтобы горела ровно, без перебоев.
1. Стабильное напряжение. Источник питания должен поддерживать постоянные параметры, иначе будет гаснуть или «прыгать».
2. Правильная длина. Слишком длинная дуга снижает температуру, а короткая может привести к залипанию.
3. Качество электрода. От покрытия и состояния зависит легкость зажигания, устойчивость горения.
4. Защитная среда. Газ или покрытие электрода защищают от внешнего воздуха, предотвращая окисление.
5. Чистота поверхности. Загрязнения могут нарушить стабильность, ухудшить качество шва.
Соблюдение этих условий позволяет добиться ровного, надежного сварочного процесса.
Условия стабилизации
Стабильность дуги — один из ключевых факторов качественной сварки. Без правильных условий может прерываться, что приводит к дефектам соединения.
1. Достаточная сила тока. Обеспечивает устойчивое горение, нужную температуру.
2. Оптимальное напряжение. Поддерживает длину, предотвращает ее обрыв.
3. Использование подходящих электродов. Виды с качественным покрытием облегчают стабилизацию.
4. Защитная газовая среда. Исключает влияние кислорода, азота из воздуха.
5. Правильная техника сварки. Ровное ведение снижает риск колебаний.
В результате соблюдение этих условий обеспечивает надежный, предсказуемый процесс сварки.
Поддержание температуры
Температура должна оставаться на достаточном уровне для плавления металла, формирования шва. При снижении температуры процесс становится нестабильным, а металл плохо проваривается. Слишком высокая температура, наоборот, может привести к прожогам. Правильно подбирают режимы, контролировать параметры оборудования. В итоге стабильная температура обеспечивает равномерный, прочный шов.
Создание ионизирующей среды
Ионизация — это основа существования сварочной дуги, так как именно она обеспечивает прохождение электрического тока через газ. Для этого используются покрытия электродов или защитные газы. Они создают условия, при которых легко зажигается, стабильно горит. Недостаточная ионизация приводит к прерыванию процесса, ухудшению качества. В результате правильно созданная ионизирующая среда делает сварку более стабильной, управляемой.
Методы поджига
Не возникает сама по себе — её нужно правильно зажечь. От способа поджига зависит стабильность работы, качество шва, удобство для сварщика. В практике применяются два основных метода: контактный, бесконтактный.
Основные методы поджига:
1. Контактный (Lift). Касается поверхности металла, слегка отводится — возникает дуга. Метод простой и не требует сложной электроники.
2. Бесконтактный (HF). Зажигается без физического касания за счёт высокочастотного импульса. Обеспечивает более чистый старт, удобство в работе.
Выбор метода зависит от типа оборудования, материала, требований к качеству сварки. Для бытовых задач чаще используют контактный способ, а для точных работ — бесконтактный.
Контактный поджиг (Lift)
Этот способ считается одним из самых доступных, распространённых. Он не требует сложных настроек, подходит для большинства стандартных задач.
При контактном поджиге электрод сначала касается заготовки, затем немного приподнимается. В этот момент возникает электрическая дуга. Такой метод удобен, но требует аккуратности: при резком отрыве электрод может прилипнуть к металлу.
В целом, контактный поджиг — это надёжный, простой вариант для начинающих и повседневной работы.
Варианты контактного поджига
Существует несколько подходов к контактному запуску. Самый распространённый — это «чирканье», когда электродом слегка проводят по поверхности, как спичкой. Второй вариант — точечное касание с быстрым отрывом. Также применяют мягкий Lift-поджиг, где ток увеличивается плавно, снижая риск прилипания.
Бесконтактный поджиг (HF)
Этот метод используется в более профессиональных сварочных аппаратах. Он позволяет зажечь без касания.
Высокочастотный импульс создаёт ионизацию воздуха между электродом, заготовкой, возникает мгновенно. Это особенно важно при работе с тонкими материалами или в случаях, где требуется чистота поверхности.
Бесконтактный поджиг повышает комфорт работы, снижает износ, но требует более сложного оборудования.
Характеристики электрической сварочной дуги
Обладает рядом параметров. Понимание этих характеристик помогает правильно настроить оборудование, добиться качественного шва.
Основные характеристики:
1. Температура. Достигает нескольких тысяч градусов, что обеспечивает плавление.
2. Напряжение. Обычно находится в пределах 20–40 В, зависит от длины.
3. Сила тока. Один из ключевых параметров, определяющий глубину провара.
4. Длина. Влияет на стабильность горения, форму шва.
5. Плотность энергии. Определяет интенсивность нагрева в зоне сварки.
Все эти параметры взаимосвязаны, нужно учитывать их в комплексе.
Основные параметры
Обладает уникальными физическими свойствами, которые делают её эффективным инструментом для соединения металлов.
Ключевые свойства:
1. Высокая температура. Позволяет быстро расплавлять, формировать сварочную ванну.
2. Стабильность горения. При правильных настройках дуга горит ровно, без прерываний.
3. Концентрированность энергии. Тепло сосредоточено в небольшой зоне, что обеспечивает точность работы.
4. Световое излучение. Ярко светится, поэтому требуется защита глаз.
5. Ионизация среды. Обеспечивает проводимость между электродом и металлом.
В совокупности эти свойства делают ее универсальным инструментом для различных видов сварки.
Длина дуги
Это расстояние между электродом и поверхностью металла. От этого параметра напрямую зависит стабильность процесса и качество сварного шва.
Влияние длины:
1. Короткая. Обеспечивает более глубокий провар, стабильное горение, но при слишком малом расстоянии возможное залипание.
2. Средняя (оптимальная) длина. Позволяет получить ровный, качественный шов с хорошим контролем процесса.
3. Длинная. Снижает температуру, увеличивает разбрызгивание, ухудшает качество соединения.
Правильная длина подбирается в зависимости от типа электрода и режима сварки.
Ток
Сила тока определяет количество тепла, которое выделяется в зоне сварки. Это один из основных параметров, влияющих на глубину проплавления.
Роль силы тока:
1. Низкий ток. Недостаточный нагрев, слабый провар, нестабильная дуга.
2. Оптимальный ток. Обеспечивает равномерное плавление, формирование качественного шва.
3. Высокий ток. Может привести к прожогам, избыточному разбрызгиванию, деформации металла.
Значение силы тока подбирается с учетом толщины материала, диаметра.
Ток обеспечивает баланс между качеством шва, скоростью работы.
Напряжение
Напряжение в цепи влияет на устойчивость её длину. Оно связано с расстоянием между электродом, металлом.
Особенности напряжения:
1. Низкое напряжение. Становится короткой, может гаснуть.
2. Оптимальное напряжение. Обеспечивает стабильное горение, равномерную работу.
3. Высокое напряжение. Увеличивает длину, но снижает концентрацию тепла, точность сварки.
Напряжение регулируется автоматически или вручную в зависимости от оборудования.
Стабильное напряжение — важное условие устойчивого горения, качественного результата.
Дополнительная информация о сварочной дуге
Для стабильной работы важно учитывать условия окружающей среды, параметры оборудования, технику выполнения. Даже незначительные отклонения могут повлиять на качество шва. Понимание дополнительных аспектов помогает избежать ошибок, повысить эффективность работы.
Дополнительные моменты:
1. Влияние окружающей среды. Ветер, температура, влажность могут нарушать стабильность, особенно при работе на открытом воздухе.
2. Тип. Покрытие влияет на защиту, её устойчивость.
3. Полярность тока. От выбора полярности зависит глубина проплавления, распределение тепла.
4. Скорость ведения электрода. Слишком быстрое или медленное движение ухудшает качество шва.
5. Состояние оборудования. Исправность аппарата важен для стабильности процесса.
Учет дополнительных факторов позволяет повысить качество сварки, избежать дефектов.
Устойчивость дуги
Определяет, насколько равномерно она горит в процессе сварки. От этого зависит качество шва, удобство работы.
Факторы устойчивости:
1. Стабильный ток. Равномерная подача тока предотвращает прерывание.
2. Качество. Хорошее покрытие способствует стабильному горению.
3. Оптимальная длина. Слишком длинная или короткая дуга снижает устойчивость.
4. Защитная среда. Газ или шлак защищают дугу.
5. Чистота металла. Отсутствие загрязнений улучшает контакт, стабильность.
Устойчивость — это основа качественной, безопасной сварки.
Виды
Может отличаться по условиям горения, применению.
Основные виды:
1. Короткая — используется для точных работ, обеспечивает глубокий провар.
2. Длинная — применяется при необходимости увеличения зоны нагрева, но снижает точность.
3. Сжатая — отличается высокой концентрацией энергии, применяется в специализированных процессах.
4. Свободная — наиболее распространённый тип при ручной сварке.
Выбор вида зависит от задач, условий сварки.
Методы поджига
Способ поджига влияет на удобство работы, качество начала сварочного процесса.
Основные методы:
1. Контактный — электрод касается металла, затем отводится, создавая дугу.
2. Чирканье — проводят по поверхности, как спичкой.
3. Бесконтактный (HF) — зажигается без касания за счет высокочастотного импульса.
Выбор метода поджига зависит от оборудования, требований к качеству сварки.
- Комментарии
